Bài viết liên quan
Chưa có bài viết nào trong mục này
Hôm nay B2bmart sẽ giới thiệu đến các bạn đọc về chủ đề: Quy trình chế tạo và kiểm tra lò xo lá – nhíp lá dạng parabol. Quá trình sản xuất lò xo lá- nhíp lá dạng parabol bao gồm cắt, gia nhiệt, tạo hình, phay, uốn, xử lý nhiệt, gò (rèn), sơn và lắp ráp. Sơ đồ quy trình sản xuất lò xo lá- nhíp lá dạng parabol được thể hiện trong Hình 12.
Vật liệu của lò xo lá – nhíp lá parabol là thép lò xo 51CrV4 có độ bền cao. Các tính chất hóa học và cơ học của nó được mô tả tương ứng trong Bảng 8 và Bảng 9.
51CrV4 được chọn chứa 0,51% C và được phân loại là thép cacbon trung bình. Thép được phân loại là thép cacbon thấp, cacbon cao và thép cacbon trung bình. Thép cacbon thấp chứa ít hơn 0,25% C. Thép cacbon cao chứa từ 0,6% đến 1,4% C.
Độ bền cơ học của vật liệu có thể được cải thiện thông qua xử lý nhiệt. Quy trình làm nguội và tôi được áp dụng cho thép lá lò xo cường độ cao. Sau quá trình làm nguội, cấu trúc thu được là cấu trúc mactenxit. Cấu trúc mactenxit cứng và giòn.
Do đó, cần phải giảm độ cứng bằng cách sử dụng phương pháp xử lý nhiệt. Hơn nữa sự chuyển đổi từ Austenit thành Mactenxit làm phát sinh ứng suất dư cao trong các bộ phận đã nguội cứng. Do đó, một quá trình tôi luyện được áp dụng cho thép cứng để giảm ứng suất dư.
Trong quá trình sản xuất, các lá lò xo được nung nóng đến 936°C. Quá trình uốn được thực hiện ở 955°C. Trong quá trình xử lý nhiệt, quá trình làm nguội và tôi được thực hiện ở 955°C trong 30 phút và ở 477°C trong 2 giờ.
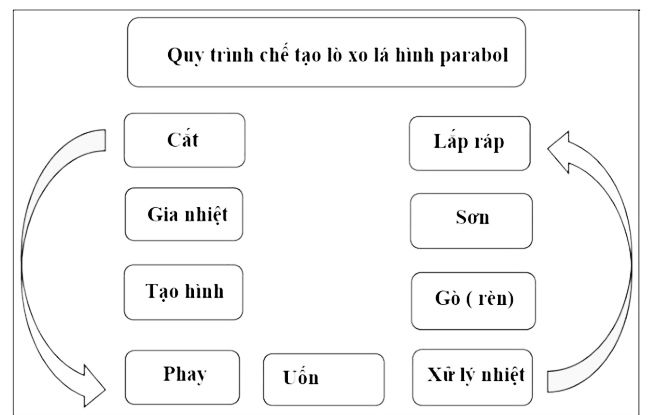
Hình 12. Sơ đồ quy trình sản xuất lò xo lá – nhíp lá dạng parabol
Bảng 8. Thành phần hóa học của vật liệu chế tạo lò xo lá- nhíp lá dạng parabol (%)

Các phương pháp xử lý bề mặt làm cho độ bền bề mặt nâng cao đang ngày càng trở nên quan trọng trong nhiều lĩnh vực ứng dụng. Rèn là một quy trình xử lý bề mặt cơ học nhằm cải thiện độ bền bề mặt của các bộ phận kỹ thuật bằng cách tạo ra ứng suất dư nén trên bề mặt của mẫu vật. Do đó, một quy trình làm bóng được áp dụng cho bề mặt lá lò xo sau khi xử lý nhiệt.
Bằng cách xem xét đặc tính đàn hồi của thép lò xo cường độ cao, ứng suất được tính gần đúng từ các biến dạng đo được bằng cách sử dụng Định luật Hooke theo Karditsas et al :
σ = Eε
Thiết bị thí nghiệm dọc tác dụng một tải trọng dọc trục lên lò xo lá- nhíp lá và đo ứng suất uốn và độ võng. Thiết bị thí nghiệm dọc được sử dụng để thực hiện thử nghiệm và phép đo biến dạng được thể hiện trong Hình 13.
Độ bền mỏi của lò xo lá – nhíp lá phụ thuộc vào các yếu tố khác nhau như hình dạng thiết kế, tính chất vật liệu, các thông số xử lý cơ học và hoặc nhiệt và các yếu tố không kiểm soát được như ảnh hưởng của việc lắp đặt và điều kiện môi trường. Việc kiểm tra thử nghiệm được thực hiện bằng cách xem xét các giá trị tiêu chuẩn theo quy định của nhà sản xuất xe.
Ngoài việc phân tích ứng suất bằng phương pháp phần tử hữu hạn, các thử nghiệm mỏi của lò xo lá- nhíp lá dạng parabol đã được thực hiện để được phê chuẩn. Quy mô của tất cả các thử nghiệm mỏi của lò xo lá- nhíp lá dạng parabol được thực hiện trong một hệ thống thử nghiệm thủy lực servo.
Cơ cấu chấp hành tác dụng tải trọng vào giữa các lá lò xo. Tất cả các thử nghiệm mỏi được thực hiện bằng cách sử dụng lực cho ra tín hiệu hình sin ở tần số thử nghiệm không đổi. Các mẫu thử được sản xuất với phương án có điều chỉnh các thông số để có thể mô phỏng sự thay đổi trong sản xuất thực tế.
Một mẫu thử của lò xo lá- nhíp lá dạng parabol được thể hiện trên hình 14. Việc kiểm tra mỏi của lò xo lá- nhíp lá dạng parabol được thực hiện bằng cách tác dụng tải trọng với 100.000 chu kỳ. Tất cả các mẫu thử đều vượt qua thử nghiệm mỏi theo yêu cầu.
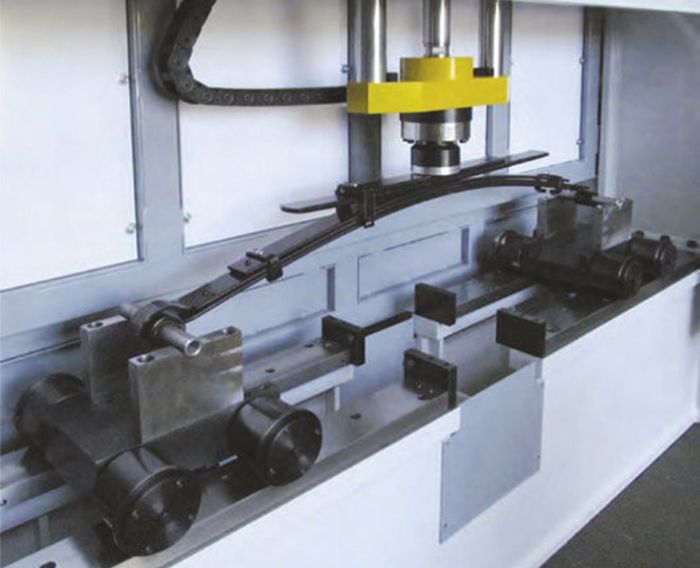
Hình 13. Máy kiểm tra độ bền mỏi theo phương vuông góc
Các thử nghiệm này được tiếp tục cho đến khi xảy ra lỗi. Các thử nghiệm vật lý được thực hiện với các điều kiện tải quy định trong Bảng 10.

Hình 14. Mẫu thử lò xo lá- nhíp lá dạng parabol
Bảng 10. Điều kiện tải trọng

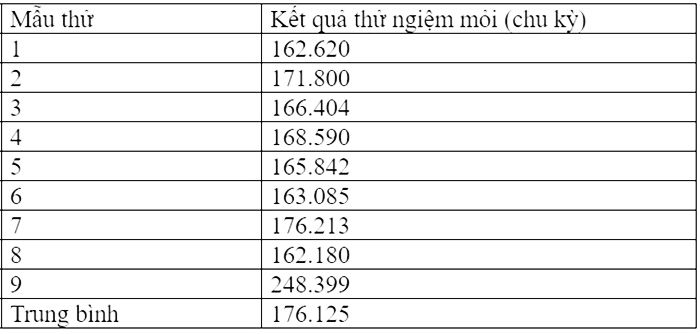
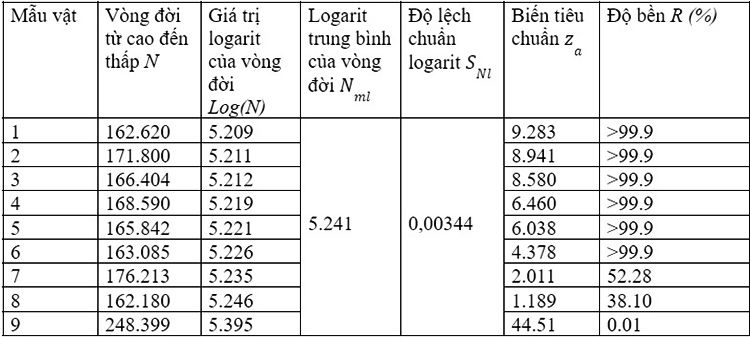
Bảng 11. Độ bền mỏi của các mẩu thử lò xo lá- nhíp lá dạng parabol.
Bảng 12. Giá trị ứng suất và chuyển vị lớn nhất của mẫu thử nghiệm.

Kết quả thử nghiệm mỏi được đưa ra trong Bảng 11. Mẫu 6 có độ bền mỏi ngắn nhất với sự hỏng hóc sau 162.180 chu kỳ. Các giá trị ứng suất và chuyển vị lớn nhất theo đồng hồ đo biến dạng trên mẫu cho các phương án thiết kế và tải trọng lớn nhất được thể hiện trong Bảng 12.
Các kết quả của phân tích mô hình bằng phương pháp phần tử hữu hạn và các thử nghiệm vật lý cho thiết kế và tải trọng tối đa đã được so sánh, dựa trên các kết quả tương ứng trong Bảng 2, 5 và 12. Việc so sánh các kết quả đã chứng minh rằng phân tích phần tử hữu hạn là một phương pháp phù hợp và có giá trị để xác định độ bền mỏi của lò xo lá- nhíp lá dạng parabol. Kết quả phần tử hữu hạn được kiểm chứng với sự khác biệt lớn nhất là 0,91%.
Khảo sát vĩ mô các bề mặt đứt gãy của lá lò xo cho thấy rằng các vết nứt mỏi như vết nứt góc và vết nứt bề mặt trên áp lực bề mặt của các mẫu lò xo lá- nhíp lá được bắt đầu ở những vùng có ứng suất lớn nhất. Phân tích các vùng của bề mặt bị đứt gãy được thể hiện trong Hình 15, và bề mặt bị hỏng của một lò xo lá- nhíp lá dạng parabol được thể hiện trong Hình 16.
Một trong những lò xo bị gãy của các mẫu đã được sử dụng để quan sát. Khu vực được đánh dấu bởi A được sử dụng để phân tích khử cacbon, đối với khu vực được đánh dấu bởi B các phân tích vi cấu trúc và kích thước hạt được thực hiện, và phân tích ngang được thực hiện cho khu vực được đánh dấu bởi C. Quan sát các bề mặt bị phá vỡ cho thấy các đường mỏi.
Sự sụt giảm đặc biệt về độ cứng gần bề mặt chịu ứng suất kéo và nén của các mẫu vật đã cho thấy rằng sự khử cacbon trên bề mặt chủ yếu là do quy trình xử lý nhiệt được sử dụng trong sản xuất thép lá. Quan sát thấy rằng các giá trị độ cứng trên cạnh biên được phân bố đồng đều trong phạm vi 425– 450 HV. Độ cứng dầm ngang được thể hiện trong Hình 17.
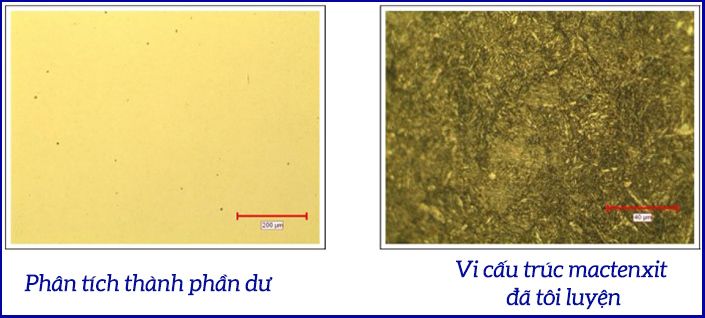
Các thành phần dư được khảo sát theo tiêu chuẩn ASTM-E45. Các hạt phi kim loại oxit hình cầu mỏng và dày loại D và các hạt silicat mỏng loại C được tìm thấy bằng cách kiểm tra lượng dư. Kết quả phân tích lượng dư được thể hiện trong Hình 18.

Hình 15. Diện tích phân tích.
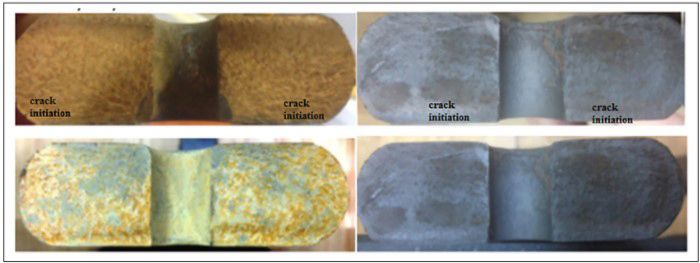
Hình 16. Bề mặt đứt gãy của lò xo lá- nhíp lá dạng parabol.
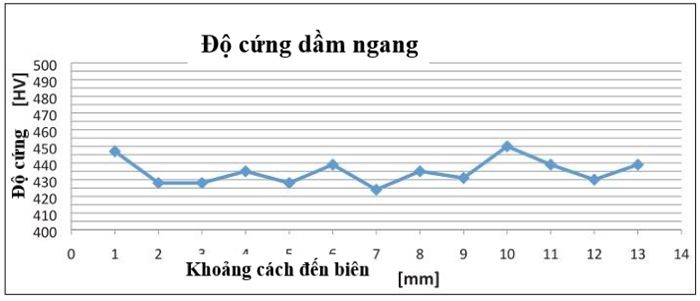
Hình 17. Độ cứng dầm ngang
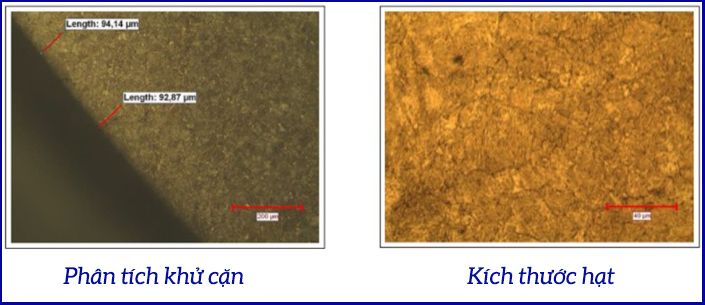
Sự phân rã của vật liệu có thể làm giảm độ bền mỏi ban đầu của nó. Chiều sâu khử cặn tối đa cho phép là 250 μm. Độ sâu tối đa của quá trình khử cacbon là 94,14 μm, giá trị này có thể chấp nhận được. Kết quả phân tích khử cặn được thể hiện trong Hình 19.
Cấu trúc vi mô của vật liệu phù hợp với cấu trúc mactenxit của thép 51CrV4 đã được tôi luyện. Trong quá trình ủ, các mẫu lá lò xo được nung đến 745°. Cấu trúc vi mô mactenxit đã tôi luyện như trong Hình 20.
Kích thước hạt tối thiểu được chấp nhận là 5 theo tiêu chuẩn ASTM. Kích thước hạt được xác định là 8 theo tiêu chuẩn ASTM. Kết quả cho kích thước hạt được thể hiện trong Hình 21.
Theo VDI 4001, độ an toàn được định nghĩa là xác suất mà một sản phẩm không bị lỗi trong các điều kiện chức năng và môi trường nhất định trong một khoảng thời gian xác định. Độ an toàn bao gồm hư hỏng của sản phẩm và đó là một tiêu chí quan trọng để đánh giá sản phẩm.
Theo các cuộc phỏng vấn khách hàng về tầm quan trọng của các thuộc tính sản phẩm khác nhau, độ an toàn được xếp hạng đầu tiên là thuộc tính quan trọng nhất.Độ an toàn luôn là thuộc tính quan trọng đầu tiên hoặc thứ hai.
Do đó, độ an toàn là một đặc tính rất quan trọng đối với các sản phẩm mới. Đối với các phân tích về độ an toàn, một số thuật ngữ thống kê như giá trị trung bình và độ lệch chuẩn được biểu thị như mô tả bên dưới.
Hình 22. Giá trị trung bình và độ lệch chuẩn
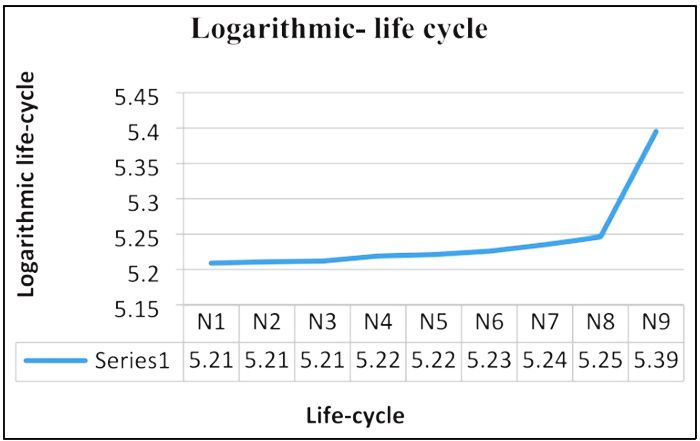
Hình 23. Biểu đồ logarit về vòng đời của giá trị
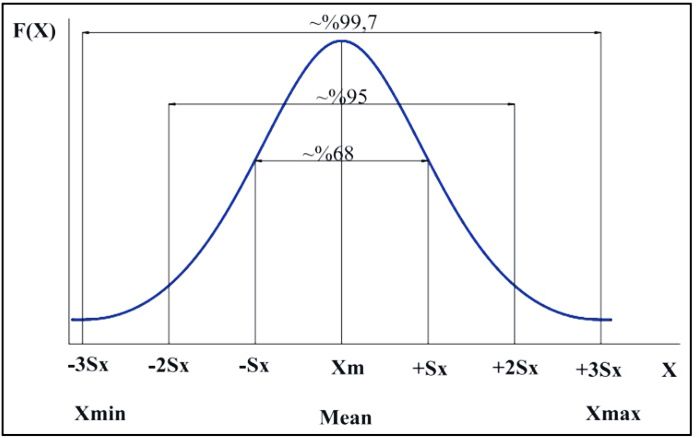
Giá trị trung bình toán học thực nghiệm, thường được gọi là giá trị trung bình, được tính toán cho các biến ngẫu nhiên từ X1, X2, … , Xn được cho ở hình 22.

Phương sai thực nghiệm Sx2 mô tả độ lệch trung bình bậc hai so với giá trị trung bình toán học và đó là phép đo cho sự phân tán của các biến ngẫu nhiên về giá trị trung bình X (m):

Độ lệch chuẩn thực nghiệm S (x) là căn bậc hai của phương sai được thể hiện trong Hình 22. Ưu điểm của độ lệch chuẩn so với phương sai là nó có cùng thứ nguyên với các biến ngẫu nhiên X (i):

Để tránh cần nhiều bảng cho các giá trị khác nhau của Xm và Sx, độ lệch so với giá trị trung bình được biểu thị bằng đơn vị độ lệch chuẩn bởi phép biến đổi:

Trong đó : z được gọi là biến tiêu chuẩn. Tích phân của phép biến đổi được lập thành bảng. Xác suất hư hỏng hoặc độ bền được xác định bằng cách sử dụng phép biến đổi này. Dấu (+) z có nghĩa là an toàn, trong khi dấu (-) z có nghĩa là hư hỏng.
Phân phối chuẩn logarit có thể tạo ra một hàm thay đổi với mật độ dày. Tỷ lệ thất bại của phân phối chuẩn logarit tăng lên khi độ bền mỏi tăng lên và sau đó giảm sau khi đạt đến mức tối đa. Tỷ lệ thất bại gần bằng 0 đối với độ bền mỏi rất thấp.
Do đó, tỷ lệ hư hỏng đơn điệu tăng đối với các hư hỏng do mỏi chỉ có thể được biểu thị bằng phân phối chuẩn logarit với các giới hạn. Mặt khác, phân phối chuẩn logarit cung cấp một cách biểu thị rõ cho các trạng thái hư hỏng bắt đầu với tỷ lệ lỗi tăng nhanh, theo sau là nhiều thành phần thiết thực và bền bỉ có thể chịu được tải trọng trong thời gian dài.
Phân tích độ bền của lò xo lá- nhíp lá dạng parabol được thực hiện dựa trên kết quả của các bài kiểm tra 100.000 chu kỳ. Logarit của các giá trị kết quả thử nghiệm mỏi được sắp xếp từ thấp đến cao, và có thể thấy rõ ràng từ Hình 23 rằng phân phối logarit có thể áp dụng cho phép phân tích.
Hàm phân phối sự hư hỏng được viết như sau:

Giá trị trung bình logarit của độ bền mỏi được viết như sau:

Độ lệch chuẩn logarit của độ bền mỏi được viết như sau:
Bảng 13. Giá trị logarit của vòng đời
Bảng 14. Giá trị ứng suất và chuyển vị lớn nhất thu được bằng 3 phương pháp khác nhau.
FEM: phương pháp phần tử hữu hạn
Biến chuẩn logarit được viết như sau:

Trong Bảng 2, ở trường hợp tải trọng thiết kế, ứng suất lớn nhất tính được là 457,25 MPa trong khi biến dạng lớn nhất tính được là 106,03 mm. Đối với tải trọng lớn nhất, ứng suất lớn nhất tính được là 779,83 MPa, trong khi biến dạng lớn nhất tính được là 180,84 mm.
Trong Bảng 5, đối với tải trọng thiết kế, ứng suất lớn nhất tính được là 468 MPa trong khi biến dạng lớn nhất tính được là 110 mm. Đối với tải trọng lớn nhất, ứng suất lớn nhất tính được là 779 MPa, trong khi biến dạng lớn nhất tính được là 193 mm.
Như trong bảng 10, đối với tải trọng thiết kế, ứng suất lớn nhất tính được là 465 MPa, trong khi biến dạng lớn nhất tính được là 109 mm. Đối với tải trọng lớn nhất, ứng suất lớn nhất tính được là 775 MPa, trong khi biến dạng lớn nhất tính được là 192 mm.
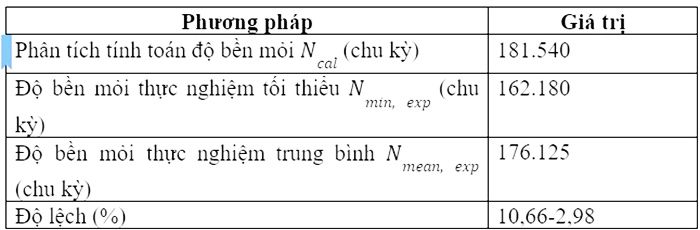
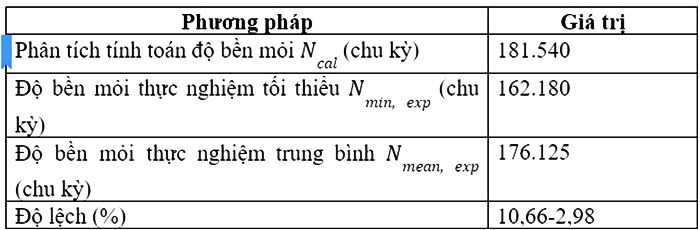
Như thể hiện trong bảng 15, độ bền mỏi tính toán phân tích là 181.540 chu kỳ trong khi độ bền tối thiểu thu được trong thực nghiệm là 162.180 chu kỳ và độ bền trung bình thu được bằng thực nghiệm là 176.125 chu kỳ.
Đối với kết quả phân tích tĩnh học, kết quả PTHH và kết quả thực nghiệm được tổng hợp trong bảng 14.
Đối với phân tích độ bền mỏi, các kết quả phân tích tính toán và kết quả thực nghiệm được tổng hợp trong bảng 15.
So sánh ba phương pháp này là phương pháp phân tích, phương pháp PTHH và phương pháp thực nghiệm cho thấy kết quả thu được của các phương pháp này là gần nhau và các phương pháp này có thể được sử dụng như một phương pháp thay thế cho nhau. Hơn nữa, tất cả các phương pháp đều đáng tin cậy cho việc thiết kế lò xo lá.
Bảng 15. So sánh kết quả phân tích độ bền mỏi
Một lò xo lá- nhíp lá dạng parabol thường được sử dụng trong hệ thống treo của xe tải nặng đã được mô hình hóa và phân tích bằng CATIA Part Design và ANSYS Workbench. Vòng đời của lò xo lá- nhíp lá dạng parabol được xác định bằng thử nghiệm độ bền mỏi. Các kết luận được rút ra như sau :
Các mức độ tin cậy của độ bền mỏi của thép lò xo lá- nhíp lá đáp ứng các yêu cầu về giá thành của lò xo lá. Hơn nữa, mức độ tin cậy cao là lợi thế cho nhà sản xuất cả ở thị trường trong nước và quốc tế. Những lợi ích của bài viết mà B2bmart.vn vừa mang đến là giới thiệu về này đối với ứng dụng kỹ thuật có thể được tóm tắt như sau: thiết kế của sản phẩm mong muốn càng gần với các yêu cầu ứng dụng thì càng yêu cầu ít thời gian và kỹ thuật trong giai đoạn thử nghiệm. Như vậy giảm được giá thành sản phẩm do giảm được thời gian thiết kế và hao hụt nguyên vật liệu.

Chưa có bài viết nào trong mục này