Bài viết liên quan
Dự Đoán Thông Số Và Quá Trình Rèn Kéo Dài Khuôn Dập Nóng Trên Máy Ép Thủy Lực (P2)
Nhằm hỗ trợ các bạn đọc về quy trình công nghệ rèn các phần tử, cũng như sự cần thiết phải cải thiện quá trình rèn thiết. B2bmart.vn tiếp tục giới thiệu đến các trình tự dự đoán các thông số và quá trình rèn kéo dài khuôn dập nóng trên máy ép thủy lực 80 MN hay 8000 tấn (phần 2)
Mô hình rời của máy ép thủy lực 80 MN
Sơ đồ mô hình động lực học của máy ép thủy lực 80 MN được sử dụng để mô phỏng và điều khiển quá trình rèn kéo dài được thể hiện trong Hình 8.
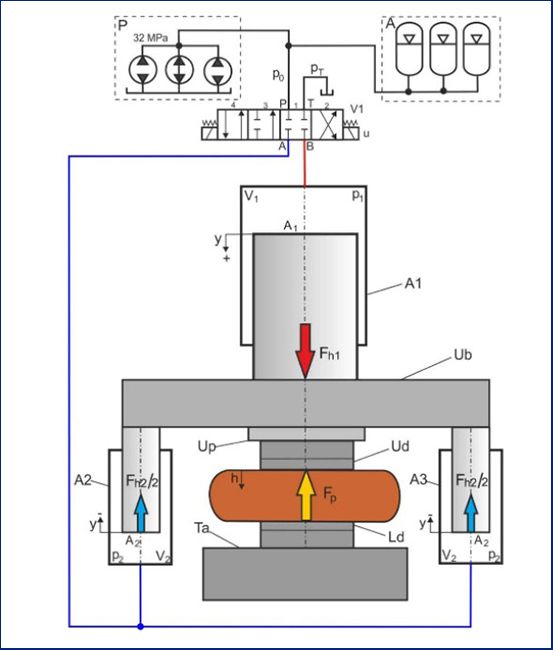
Hình 8. Sơ đồ mô hình động lực học của máy ép thủy lực 80 MN
A1 – xi lanh pít tông chính, A2 – xi lanh pít tông hồi, V1 – 4/4 / van điều khiển hướng, P – trạm bơm nước, A – bộ tích nước cao áp, Ub – dầm trên, Ud – khuôn trên, Ld – khuôn dưới, Lên – tấm trên để cố định khuôn trên, Ta – bàn để cố định khuôn dưới
Mô hình động lực học của máy ép rèn thủy lực 80 MN, có tính đến chuyển động của pít tông chính và chuyển động của các pít tông hồi. Mô hình động lực học của máy ép thủy lực đã được viết dưới dạng mô hình không gian thời gian-thời gian rời rạc phi tuyến tính,
(11) {x (k + 1) = f (x (k)) + g (x (k)) u (k) y (k) = Cx (k) {x (k + 1) = f (x (k)) + g (x (k)) u (k) y (k) = Cx (k)
Trong quá trình mô hình hóa và điều khiển máy ép thủy lực 80 MN này ta có tính đến ba giai đoạn của quá trình rèn: Sự rơi của khuôn trên tiếp xúc với vật rèn; quá trình biến dạng rèn; sự hồi vị về vị trí ban đầu. Chuyển động làm việc ban đầu của máy ép thủy lực từ chỗ tiếp xúc của khuôn trên và vật rèn đã được xem xét; khi vị trí ban đầu của pít tông là y (0) = 0 và tốc độ ban đầu của pít tông v (0) = 0.
Dựa trên mô hình động lực học của máy ép thủy lực (11), các phản ứng động của chuyển vị piston y(t) (giảm chiều cao Δh (t) của vật rèn) và tốc độ pít tông v (t), cũng như áp suất p1 và p2 trong xi lanh pít tông chính và xi lanh pit tông hồi được thể hiện trong Hình 9 và 10.
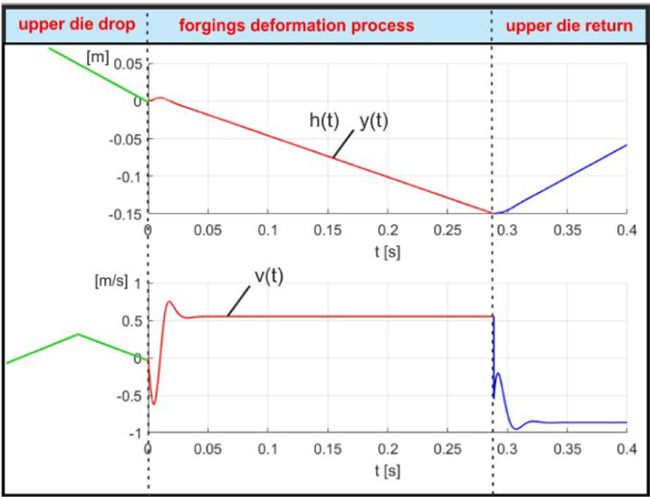
Hình 9: Các kết quả mô phỏng của quá trình rèn: độ dịch chuyển của pittông y(t), độ biến dạng rèn h (t), và tốc độ của pít tông v (t)
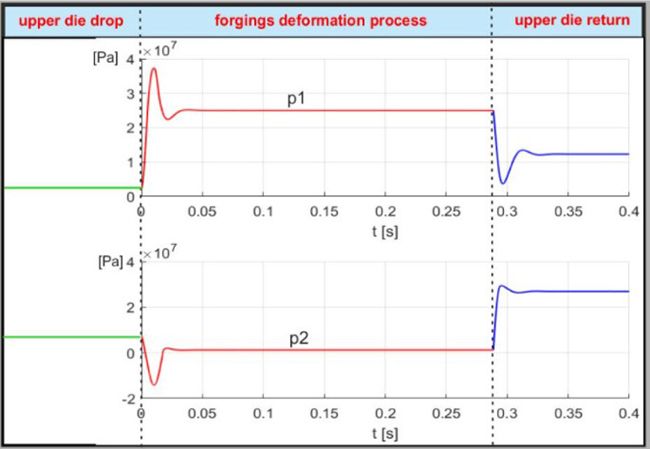
Hình 10: Kết quả mô phỏng quá trình rèn: áp suất làm việc p1 (t) và áp suất hồi lưu p2 (t) trong xi lanh ép
Dự đoán điều khiển của máy ép thủy lực 80 MN
Các thông số dự đoán của quá trình rèn là cơ sở để phát triển hệ thống điều khiển dự đoán của máy ép thủy lực 80 MN. Thuật toán điều khiển dự đoán dựa trên việc sử dụng kiến thức về biến dạng dự đoán của vật rèn để xác định các thông số điều khiển của quá trình rèn. Sơ đồ điều khiển dự đoán của máy ép thủy lực 80 MN được thể hiện ở hình Hình 11.
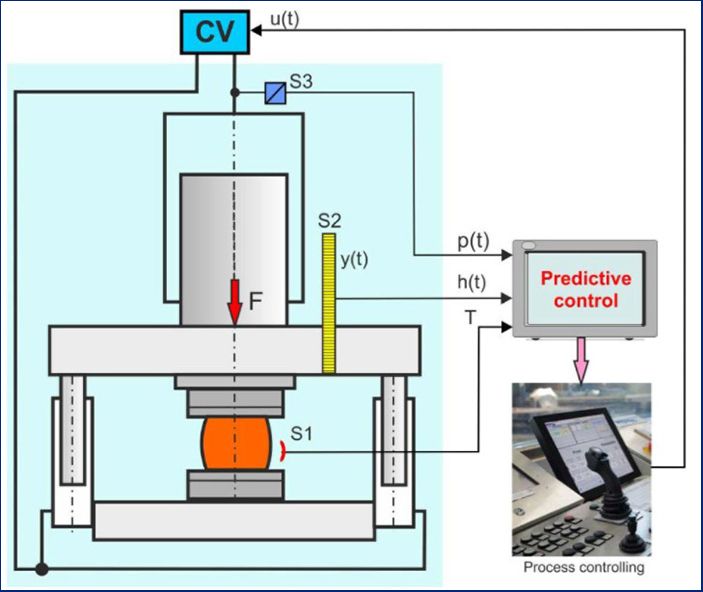
Hình 11: Sơ đồ điều khiển dự đoán của máy ép thủy lực 80 MN: S1 – cảm biến nhiệt độ hồng ngoại T, S2 – đầu dò vị trí y (t), S3 – đầu dò áp suất p (t), CV – van điều khiển
Một hệ thống điều khiển dự đoán dựa trên thuật toán điều khiển dự đoán tổng quát (GPC) đã được thực hiện trong hệ thống điều khiển của máy ép thủy lực. Kiểm soát dự đoán của quá trình rèn nóng mở cho các thông số vận hành dự đoán đã chọn đã được phát triển, chẳng hạn như lực / biến dạng rèn dự đoán và biến dạng dự đoán của vật rèn.
Quá trình rèn công nghiệp được thực hiện trước bằng việc phân tích biến dạng của vật rèn và mô phỏng quá trình rèn trên máy ép thủy lực. Sơ đồ hệ thống điều khiển dự đoán của máy ép thủy lực 80 MN được thể hiện trong Hình 12.
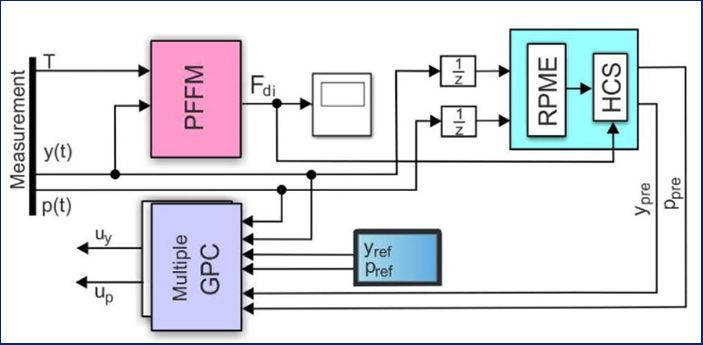
Hình 12 Sơ đồ hệ thống điều khiển dự đoán của máy ép thủy lực 80 MN
Hệ thống điều khiển dự đoán của máy ép thủy lực bao gồm các mô-đun sau: điều khiển dự đoán tổng quát (GPC) của hệ thống nhiều đầu vào và nhiều đầu ra (MIMO), mô hình lực rèn dự đoán (PFFM), công cụ ước lượng mô hình đa thức đệ quy (RPME), và mô hình không gian-thời gian-thời gian rời rạc phi tuyến tính của hệ thống điều khiển thủy lực (HCS).
Thuật toán GPC sử dụng mô hình HCS dưới dạng mô hình không gian trạng thái-thời gian rời rạc phi tuyến tính. RPME ước tính thời gian rời rạc của mô hình đa thức HCS. Trong hệ thống điều khiển đã phát triển, nhiều GPC đã được sử dụng, bao gồm hai thuật toán điều khiển độc lập liên quan đến lực rèn (áp lực) và chuyển vị của dầm trên (thay đổi chiều cao của vật rèn). Điều khiển dự đoán dựa trên phép đo các thông số đầu vào được ghi lại trong thời gian thực, tức là độ dịch chuyển y (t) của dầm chuyển động, bao gồm chiều cao h (t) của vật rèn bị biến dạng và áp suất tải p (t) trong xi lanh pít tông chính.
Nhiệt độ rèn T được đo khi bắt đầu quá trình rèn. Các tham số dự đoán ypre (t) và ppre (t) được xác định trong quá trình xử lý các tín hiệu đo và các tham số của mô hình động. Quỹ đạo của các tham số tham chiếu yref (t) và pref (t) được xác định từ mô hình mô phỏng cho quá trình rèn được phân tích được thể hiện trong Hình 13. Đường cong áp suất tham chiếu pref (t) là một phản ứng động được làm mịn của áp suất sử dụng hồi quy đa thức có trọng số cục bộ (LWPR).
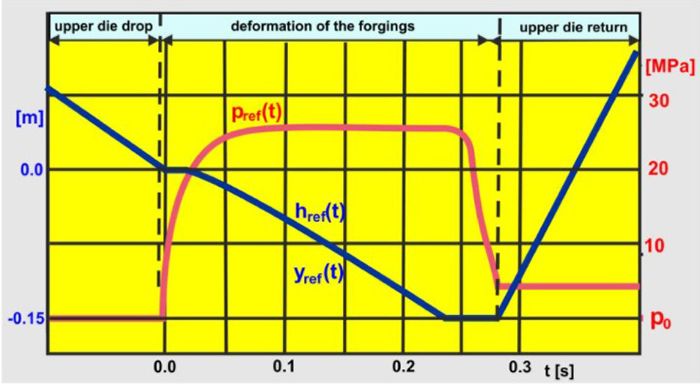
Hình 13: Quỹ đạo của các tham số tham chiếu yref (t) và pref (t) Thuật toán GPC sử dụng trạng thái tham chiếu và các tín hiệu điều khiển dự đoán để thu được vectơ đầu vào tối ưu bằng cách giải bài toán tối ưu hóa.
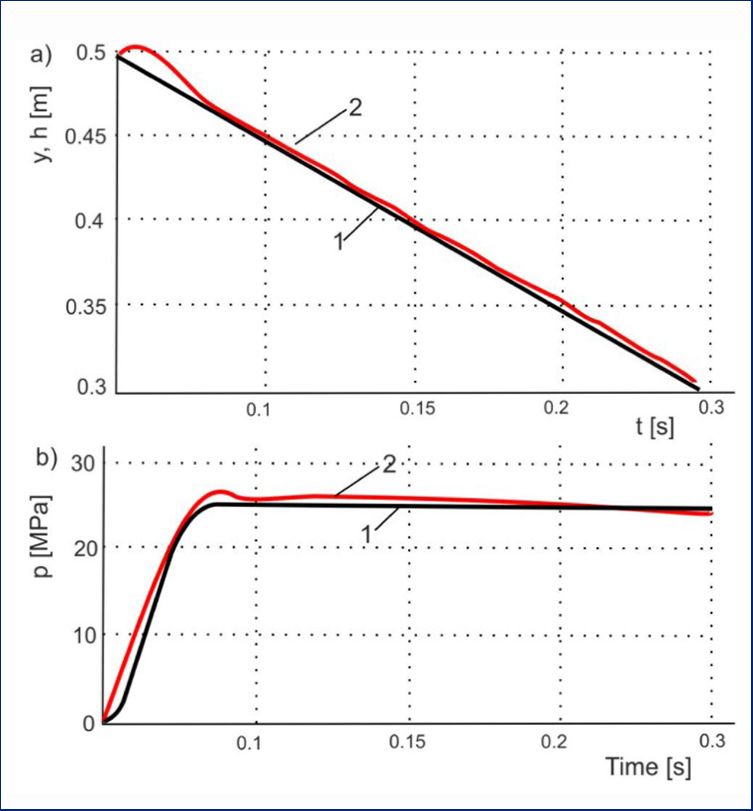
Hình 14: So sánh quỹ đạo để có tín hiệu đầu vào tối ưu: a) độ dịch chuyển của dầm trên y(t) đối với phạm vi chiều cao biến dạng h (t) của vật rèn, b) áp suất tải p (t) trong xi lanh pít tông chính: 1 – quỹ đạo của các thông số tham chiếu , 2 – quỹ đạo của các tham số dự đoán
Việc sử dụng điều khiển dự đoán cho máy ép thủy lực công nghiệp mang lại nhiều khả năng tạo hình các vật rèn thép lớn, nặng trong quá trình rèn khuôn nóng. Ưu điểm chính của phương pháp kiểm soát này là khả năng lặp lại của quá trình rèn và giảm thiểu sai lệch về kích thước của vật rèn. Quá trình rèn có thể được thực hiện với độ chính xác và hiệu quả chi phí tối đa.
Kết luận
Bài viết trình bày kết quả của nghiên cứu được thực hiện với sự hợp tác của đối tác công nghiệp FPD CHO, trong việc thực hiện một dự án nghiên cứu được hỗ trợ bởi Trung tâm Nghiên cứu và Phát triển Quốc gia (NCRD) trong khuôn khổ Chương trình Hoạt động Tăng trưởng Thông minh (IDOP) 2014–2020 , nhằm mục đích nâng cao chất lượng và độ bền của sản phẩm rèn cũng như tăng hiệu quả năng lượng của quá trình rèn.
Điều khiển dự đoán dựa trên thuật toán GPC đã được đề xuất, áp dụng cho quá trình rèn nóng mở trên máy ép thủy lực trong FPD. Thuật toán GPC được phát triển nhằm mục đích tối ưu hóa hàm mục tiêu dưới dạng hàm “chi phí” bậc hai được xác định trong một đường chân trời hữu hạn dựa trên các tín hiệu điều khiển dự đoán (tương lai) và các tham số tham chiếu của quá trình rèn.
Ưu điểm chính của kiểm soát dự đoán là khả năng lặp lại của quá trình rèn và giảm thiểu sai lệch kích thước rèn. Việc sử dụng điều khiển dự đoán giúp tối ưu hóa lực rèn và tăng tần suất của chu trình ép thủy lực. Kết quả là, mức độ biến dạng lớn hơn của rèn và giảm thời gian của các hoạt động rèn, bao gồm cả gia nhiệt giữa các tác nhân, đã đạt được. Giảm số lượng các hoạt động gia nhiệt trung gian dẫn đến giảm tiêu thụ khí đốt, làm tăng hiệu quả năng lượng của các hoạt động rèn và có lợi cho môi trường. Tăng hiệu quả năng lượng của quá trình rèn cũng có lợi cho môi trường.
Các kết quả nghiên cứu đã trình bày có tầm quan trọng thiết thực trong ngành thép. Đến đây bạn thấy mức độ nghiên cứu và ứng dụng của các nước trên thế giới chuyên sâu và rộng rãi ra sao!

B2b Team