Bài viết liên quan
Dự Đoán Thông Số Và Quá Trình Rèn Kéo Dài Khuôn Dập Nóng Trên Máy Ép Thủy Lực (P1)
Hôm nay B2bmar.vn sẽ giới thiệu các trình tư dự đoán các thông số và quá trình rèn kéo dài khuôn dập nóng trên máy ép thủy lực 80 MN hay 8000 tấn.
Giới thiệu
Máy ép rèn thủy lực áp suất cao với lực lên đến 200 MN được sử dụng trong quá trình rèn khuôn nóng cho các cấu kiện thép nặng, lớn. Nó không ngừng nỗ lực để không ngừng nâng cao chất lượng và sức mạnh của các sản phẩm rèn, cũng như giải quyết các vấn đề liên quan đến việc tăng hiệu quả năng lượng của quá trình rèn.
Trong những năm qua, Phòng Sản phẩm rèn (FPD) của Celsa Huta Ostrowiec (CHO), nhà máy thép Celsa GrupTM ở Ba Lan, đã xác định những thách thức nghiên cứu chính liên quan đến quy trình công nghệ rèn các phần tử, cũng như sự cần thiết phải cải thiện quá trình rèn.
FPD sử dụng máy ép rèn thủy lực với các lực 20, 32 và 80 MN cho quá trình rèn khuôn mở nóng. Hình ảnh của máy ép thủy lực 80 MN (8000 T) công nghiệp được thể hiện trong Hình 1 bên dưới. FPD là nhà sản xuất hàng đầu của Châu Âu về sản phẩm rèn khuôn hở nóng cho các ngành chiến lược: sản xuất điện, dầu khí, động cơ, thép công cụ và gia công kim loại.
Các thành phần rèn được sản xuất cho các nhà cung cấp lớn nhất thế giới về tuabin gió, tuabin nhà máy công suất lớn và các tập đoàn toàn cầu trong lĩnh vực năng lượng và khai thác mỏ. Trong FDP, các cấu kiện nặng từ 1.000 kg đến 80.000 kg, với chiều dài lên đến 22 m và đường kính lên đến 2,4 m, được làm bằng thép kết cấu cacbon, hợp kim thấp và hợp kim trung bình, thường được rèn nhất.

Hình 1. Máy ép thủy lực 80 MN (8000 T) công nghiệp để rèn khuôn nóng
Hiện nay chưa có các tài liệu hướng dẫn các vật cần rèn trọng lượng nặng và kích thước lớn trên máy ép thủy lực áp suất cao đã được thực hiện. Không có nghiên cứu nào liên quan đến việc điều khiển máy ép thủy lực trong điều kiện công nghiệp. Các bài báo [1] và [2] trình bày chiến lược điều khiển dự đoán cho quá trình rèn trên máy ép thủy lực 4000 T trong điều kiện phòng thí nghiệm.
Hầu hết các bài báo liên quan đến các vấn đề vật liệu, chẳng hạn như biến dạng thỏi, loại bỏ tạp chất phi kim loại, và khoảng trống khi rèn [3,4,5,6]. Các vấn đề tương tự liên quan đến việc mô hình hóa quá trình rèn khuôn mở nóng đã được xem xét trong các công trình [7,8,9,10]. So với các công trình trước [11] và [12], các tác giả đã phát triển một phương pháp kiểm soát quy trình rèn khuôn mở nóng mới, bao gồm Kiểm soát dự đoán tổng quát (GPC), Mô hình lực rèn dự đoán (PFFM), Công cụ ước tính mô hình đa thức đệ quy (RPME), và mô hình không gian-thời gian-thời gian rời rạc phi tuyến tính của hệ thống điều khiển thủy lực (HCS).
Dự đoán các thông số của quá trình rèn
Rèn khuôn hở là một quá trình tạo hình nóng, trong đó kim loại được tạo hình bằng cách ép giữa hai khuôn phẳng hoặc khuôn có đường viền đơn giản. Công việc liên quan đến quá trình rèn khuôn mở nóng, trong đó quá trình rèn được kéo dài. Dạng hình học của quá trình rèn kéo dài được thể hiện trong
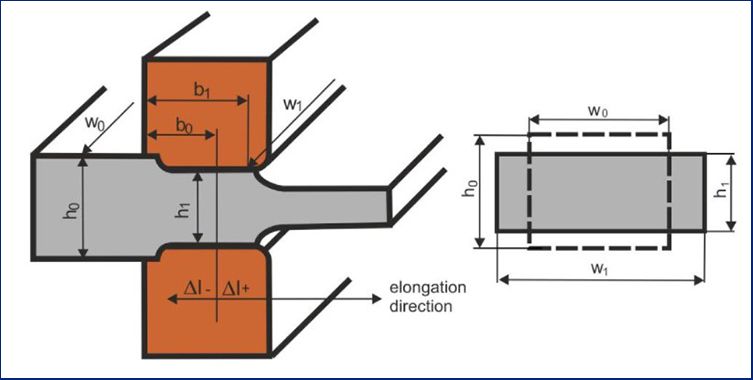
Hình 2: Dạng hình học của vật rèn trong quá trình rèn kéo dài: các thông số ban đầu: chiều cao h0, chiều rộng w0, chiều dài l0 và chiều dài cắn b0; các tham số cho một bản nháp: chiều cao h1, chiều rộng w1, chiều dài l1 và chiều dài b1
Trong quá trình kéo dài các vật rèn trong một lần kéo, mặt cắt ngang ban đầu S0 = h0 • w0 được giảm xuống mặt cắt S1 = h1 • w1. Hệ số biến dạng λ của vật rèn được xác định bằng tỷ số giữa S0 so với S1,
(1) λ = S0 / S1λ = S0 / S1
Dự thảo đơn vị (giảm chiều cao rèn tương đối) của quá trình rèn được xác định như sau:
(2) εh = (h0 − h0) / h0 = Δh / h0εh = (h0 − h0) / h0 = Δh / h0
mà đối với máy ép thủy lực là ɛh = 0,2 – 0,3.
Chiều rộng rèn trung bình w1 cho một phôi rèn đơn sẽ được đưa ra là[13]:
(3) w1 = w0 (h0h1) aw1 = w0 (h0h1) a
trong khi chiều dài rèn trung bình l1 sẽ được cho là,
(4) l1 = l0 (h0h1) 1 − al1 = l0 (h0h1) 1 − a
trong đó a là giá trị của hệ số trải rộng được xác định bằng thực nghiệm bởi Tomlinson [14]:
(5) a = 0,14 + 0,36 (b0w0) −0,054 (b0w0) 2a = 0,14 + 0,36 (b0w0) −0,054 (b0w0) 2
trong đó giá trị b0 đại diện cho vết cắn ban đầu, tức là chiều dài của vật rèn tiếp xúc với khuôn.
Chiều dài cắn b1 của vật rèn tiếp xúc với khuôn có một bản nháp là [15]:
(6) b1 = b0 + (b0 (λ − 1) 1,5) b1 = b0 + (b0 (λ − 1) 1,5)
Ứng suất dòng nóng dự đoán σp cho một bản nháp duy nhất của quá trình rèn, theo mô hình Hensel-Spittel đơn giản hóa, được viết ở dạng sau [16]:
(7) σp = σ0m0exp (m1T) φm2˙φm3exp (m4 / φ) σp = σ0m0exp (m1T) φm2φ˙m3exp (m4 / φ)
Trong đó σ0, m0, m1, m2, m3, m4 là các hằng số vật liệu thu được từ phân tích hồi quy phi tuyến tính của dữ liệu thực nghiệm bằng phần mềm FORGE, T là nhiệt độ biến dạng, φ = ln (h0 / h) là biến dạng thực, ˙ϕ = v / Δhϕ˙ = v / Δh là tốc độ biến dạng, v là tốc độ biến dạng.
Hằng số vật liệu theo (7) đối với thép cacbon C45/40 điển hình là:
σ0 = 120 MPa, m0 = 11, m1 = −0,0025, m2 = −0,0587, m3 = 0,1165, m4 = −0,0065.
Nhiệt độ biến dạng trong khoảng T = 850–1300 ° C và tốc độ biến dạng trong khoảng ˙ϕ = 0,01−10 / sϕ˙ = 0,01−10 / s đã được chọn.
Kết quả mẫu của quá trình rèn được trình bày cho một phôi đơn của vật rèn có kích thước: h0 = 0,5 m, w0 = 0,2 m, h1 = 0,35 m, b0 = 0,1 m. Đối với các kích thước như vậy, độ giảm chiều cao rèn là Δh = h0 – h1 = 0,15 m, mớn nước đơn vị là ɛh = Δh / h0 = 0,3, và hệ số biến dạng λ = 1,59.
Dựa trên (7), các đường cong của ứng suất dòng nóng σp như một hàm của biến dạng thực φ và tốc độ biến dạng ˙φφ˙ đối với nhiệt độ không đổi được thể hiện trong Hình 3.
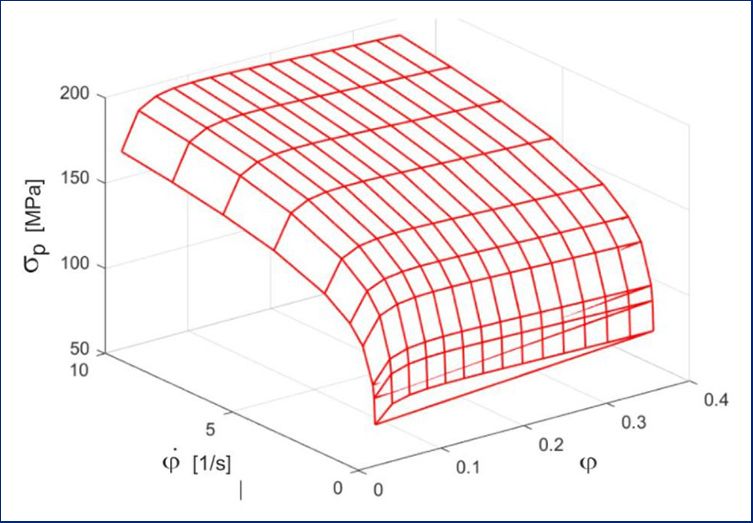
Hình 3: Các đường cong của ứng suất dòng nóng dự đoán σp như một hàm của biến dạng thực φ và tốc độ biến dạng ˙φφ˙ đối với nhiệt độ biến dạng không đổi T = 900 ° C
Các đường cong của ứng suất chảy nóng σp như một hàm của mớn nước đơn vị ɛh đối với các nhiệt độ biến dạng khác nhau T được thể hiện trong Hình 4, và đối với các tốc độ biến dạng khác nhau ˙φφ˙ được chỉ ra trong Hình 5.
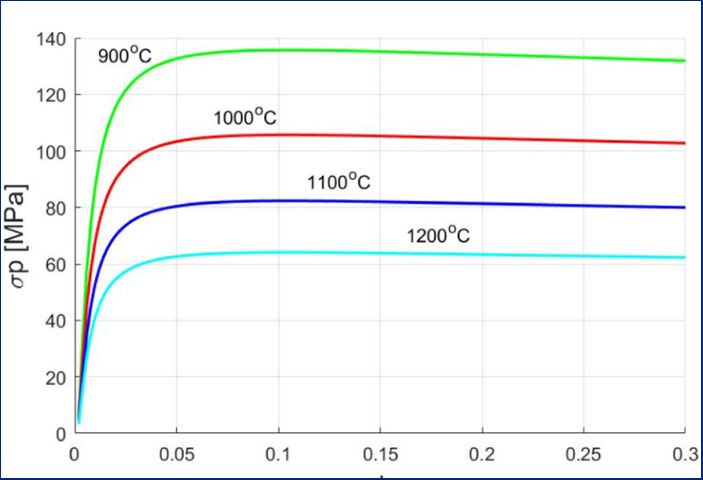
Hình 4. Các đường cong của ứng suất chảy nóng dự đoán σp như là một hàm của mớn nước đơn vị ɛh đối với các nhiệt độ biến dạng khác nhau T và tốc độ biến dạng không đổi ˙φ = 1s − 1φ˙ = 1 s − 1
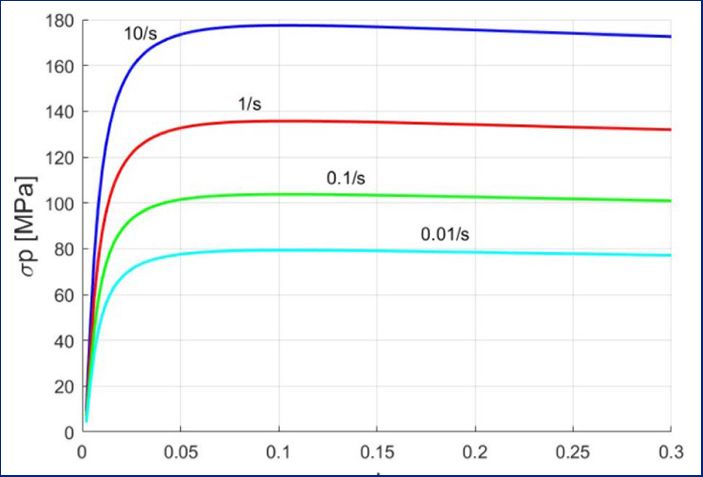
Hình 5. Các đường cong của ứng suất chảy nóng dự đoán σp như một hàm của mớn nước đơn vị ɛh đối với các tốc độ biến dạng biến dạng khác nhau ˙φφ˙ và nhiệt độ biến dạng không đổi T = 900 ° C
Ảnh hưởng của ma sát và truyền nhiệt lên bề mặt tiếp xúc của khuôn và quá trình rèn được Siebel mô tả bằng công thức không thứ nguyên [17],
(8) Kd = k (1 + μb12Δh + Δh4b1) Kd = k (1 + μb12Δh + Δh4b1)
trong đó μ là hệ số ứng suất ma sát trên bề mặt khuôn (μ = 0,3), k là chỉ số tăng cường biến dạng (k = 1,115).
Bề mặt tiếp xúc Ad của khuôn rèn và khuôn cho một bản nháp rèn đơn được xác định như sau,
(9) Ad = w1b1 = [w0 (h0h1) a] [b0 + (b0 (λ − 1) 1,5)] Ad = w1b1 = [w0 (h0h1) a] [b0 + (b0 (λ − 1) 1,5)]
Lực rèn / biến dạng Fd dự đoán của quá trình rèn trong quá trình kéo dài đối với phôi đơn như sau,
(10) Fd = KdAdσpFd = KdAdσp
Dựa trên (10), các đường cong của lực rèn / biến dạng dự đoán Fd như là một hàm của mớn nước đơn vị ɛh đối với các nhiệt độ biến dạng khác nhau T được thể hiện trong Hình 6 và đối với các tốc độ biến dạng khác nhau ˙φφ˙ được chỉ ra trong Hình 7.
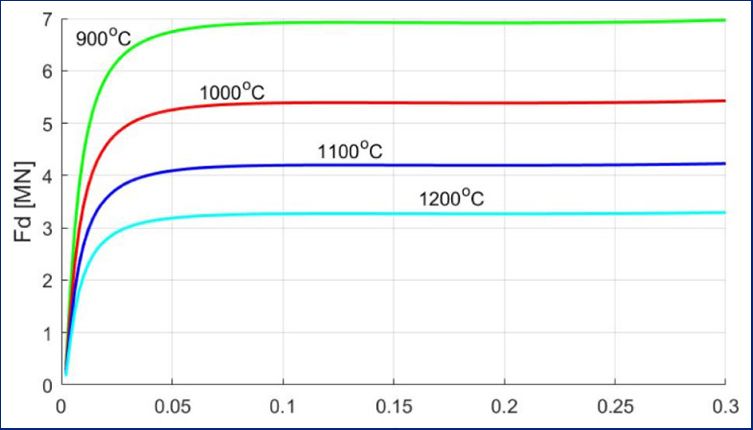
Hình 6. Các đường cong của lực rèn / biến dạng dự đoán Fd như là một hàm của dự đoán đơn vị ɛh đối với các nhiệt độ biến dạng khác nhau T và tốc độ biến dạng không đổi ˙φ = 1s − 1φ˙ = 1 s − 1
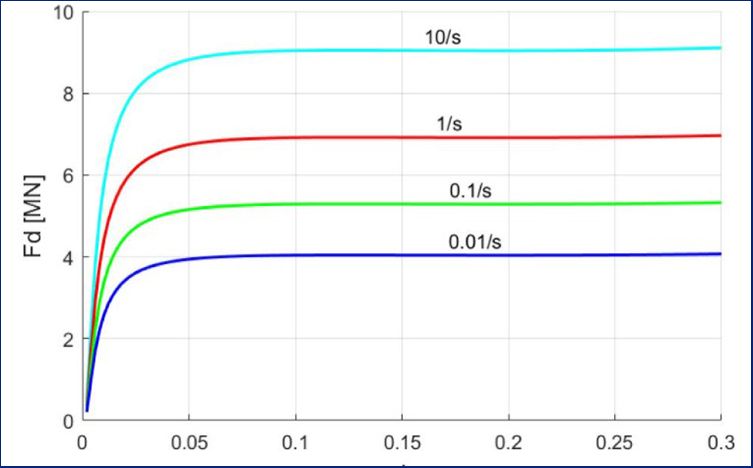
Hình 7: Các đường cong của lực rèn / biến dạng dự đoán Fd như là một hàm của dự đoán đơn vị ɛh đối với các tốc độ biến dạng biến dạng khác nhau ˙φφ˙ và nhiệt độ biến dạng không đổi T = 900 ° C
Trên đây là những hướng dẫn giúp bạn dự đoán thông số và quá trình rèn trên máy ép thủy lực. Trong phần tiếp theo của chủ đề này, bạn đọc sẽ thấy rõ hơn các trường hợp. Hy vọng những kiến thức B2bmart.vn tổng hợp sẽ thực sự hữu ích với những anh em trong nghề.

B2b Team